Kaynak Makinası Kullanımı Yapma Kiriş Tozaltı Kaynağı
Çelik yapılar da dahil olmak üzere inşaat ve makine sektöründe kaynak işleri önemli bir yere sahiptir. Her kaynak türü için makine kullanımı pek mümkün olmasa da gelişen teknoloji ve hız talebi sebebiyle kaynak makinası kullanımı yaygınlaşmıştır.
İnşaat sektörü ve çelik yapılara yoğunlaşacak olursak yapısal çelik imalat işlerinde kaynak yapımı bütün işin neredeyse %50’sini oluşturmaktadır. İmalat aşamasındaki puntalama bile bir nevi kaynak işidir. Genel kullanım olarak kaynak türlerini elektrik ark kaynağı, gazaltı kaynağı ve tozaltı kaynağı şeklinde sıralayabiliriz.
Çelik Yapma Kirişlerde Tozaltı Kaynak Makinası Kullanımı
Çelik yapılarda analizler yapılırken her zaman hadde profil kullanmak mümkün olmayabiliyor. Bazen mimari sebepler, bazen de hadde profillerin yetersiz kalması durumunda yapma kiriş kullanımı tercih ediliyor. Dolayısıyla ortaya uzun kaynak işçiliği çıkıyor.
Çelik Yapma Kiriş Nedir
IPE300, HEA200, NPU200 olarak adlandırılan ve standart ölçülere sahip olan hadde profillerde 2 adet başlık ve 1 adet gövde plakası bulunmaktadır. Haddeleme yöntemi ile üretilen bu profiller tek seferde makinelerden çıkarılıyor. Yapma kirişlerde ise toplamda bulunan 3 adet plaka ayrı olarak plazma kesimi vs. yöntemlerle hazırlanıyor ve parçalar birleştirilerek (kaynatılarak) oluşturuluyor.
Tozaltı kaynağı diğer birçok kaynak türüne göre daha avantajlıdır. Artılarından en önemlisi hızdır. Bir diğeri ise iş yükünün daha hafif olması. Kaynak ustası daha az efor sarf ederek daha uzun kaynaklar çıkartabilir. Neredeyse hiç çapak oluşmaz ve hata payı da diğer kaynak türlerine göre çok daha düşüktür.
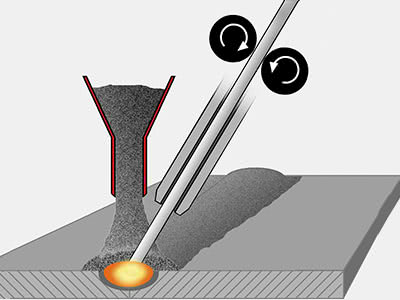
Tozaltı Kaynak Makinesi Çalışma Sistemi Nasıldır
Makinenin gerekli ayarları yapıldıktan sonra içerisinde elek bulunan haznesine özel kumu doldurulur. Sonrasında makinenin tel sürme hızı, voltaj değeri ve makine ilerleme hızı ayarlandıktan sonra kaynak başlatılır. Kaynak yapımı için malzemenin uygun açı ile yerleştirilmiş olması da önemlidir. Bunun için önceden bir kalıp hazırlanmalıdır.
Makina önden kaynak bölgesine tozu döker, ark kısmında kaynak gerçekleşir ve aynı zamanda bir kompresöre bağlı hortum ile çıkan toz tekrar hazneye çekilir. Böylelikle toz sarfiyatı da en aza indirgenmiş olur.
Kaynak Teli Çapları İçin Kaynak Teli Sürme Hızına Göre Olması Gereken Akım Değerleri Tablosu
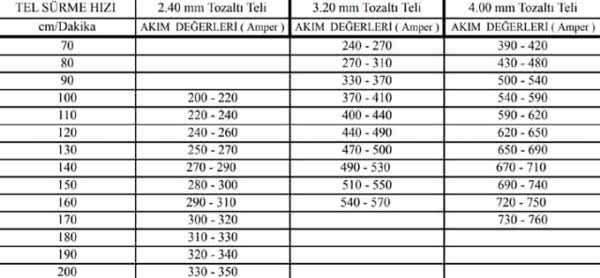
Tozaltı kaynak makinası ayarını yaparken bu değerler çok önemlidir. Aksi halde kaynaklar düzgün çıkmaz. Ya çok yayılır ya da şişer. Tel sürme hızının makine ilerleme hızına göre de ayarlanması gereklidir. Tel sürme hızı makine ilerleme hızına göre çok fazlaysa eğer makine kaynağı yapamaz ve makinayı ittirmeye çalışır. Eğer zamanında durdurmazsanız devrilme ihtimali bile vardır.
En uygun hız, akım ve ilerleme değerlerini kaynak ustası birkaç deneme yaparak kolayca ayarlayabilir.
Tozaltı kaynak makinası ile oldukça düzgün ve kolay bir biçimde Tam penetrasyonlu küt kaynak rahatlıkla yapılabilir. Kaynaklar ultrasonik ve manyetik testlerden sorunsuz geçebilir. Ancak makineden kaynaklı ya da usta dikkatsizliğinden dolayı oluşabilecek kusurlar taşlama ve diğer kaynak metodları ile düzeltilmelidir.
Kaynak yöntemleri ve uygulamaları ile alakalı sizin de söyleyecekleriniz varsa eğer aşağıdaki yorum bölümünden bizimle paylaşabilirsiniz.









Son Yorumlar